近年來,新能源汽車產業發展水平大幅提升。截至6月底,江蘇省新能源汽車保有量已達209.23萬輛,磷酸鐵鋰電池和三元鋰電池是當前主流動力電池。動力電池使用年限一般為5~8年,電池容量衰減至80%以下后,因不能有效滿足新能源汽車使用要求而退役。
退役動力電池優先進入梯次利用環節,通過篩選將PACK或模組中性能較好的電池在其他領域再次使用,不滿足梯次利用要求的進入再生利用環節,通過拆解、提煉金屬等方式回收廢舊動力電池中有價值再生資源。2023年,我省退役動力電池再生利用量約2萬噸,預計2025年將上升至5萬噸。截至目前,我省廢舊動力電池再生利用能力20.3萬噸/年,可滿足處置需要。
電解液作為動力電池的重要組成部分,一般由高純度有機溶劑、電解質和添加劑構成,具有毒性、易燃性、反應性和腐蝕性。因此,在動力電池產業鏈中,其是否存在環境風險,風險程度如何,成為一道迫在眉睫的必答題。
鋰電池電解液成分速覽
電解液是鋰電池四大關鍵材料(正極、負極、隔膜和電解液)之一,質量約占電芯總重的15%,體積約占30%,是電池中離子傳輸的載體。作為鋰電池正負極之間電子傳輸的橋梁,電解液在保障電池內部電路通暢的同時,還深刻影響著電池壽命、溫度特性、安全性能等各項關鍵指標。

鋰電池成分占比
電解液中,有機溶劑、電解質、添加劑三者質量占比約為80%、15%、5%,成本占比約為22%、60%、5%,剩下的為人工及設備固定成本。常用的有機溶劑包括碳酸乙烯酯(EC)、碳酸二甲酯(DMC)、碳酸二乙酯(DEC)、碳酸甲乙酯(EMC)、碳酸丙烯酯(PC)等,電解質現以六氟磷酸鋰(LiPF6)為主,添加劑用來改善電解液的電導率、倍率性能以及阻燃性能等。
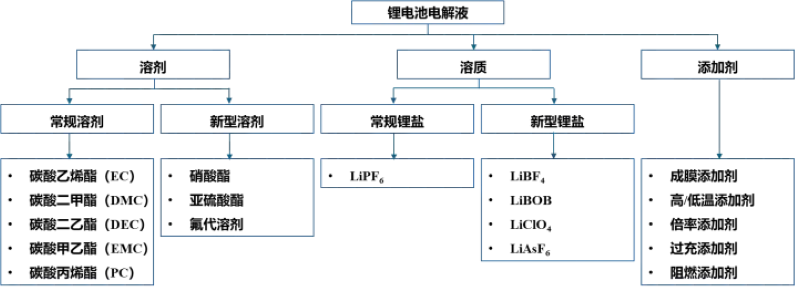
鋰電池電解液成分
電解液環境風險解讀
縱觀電解液生產、使用及處置全過程,電解液產品出廠時,采用防爆、防泄漏的不銹鋼噸桶貯存運輸到電池生產企業,運輸環節安全性較高;生產企業在向電芯注液時,工藝要求在密閉負壓環境下完成,產生的廢電解液按照危險廢物管理,使用環節在有效監管內;電池組裝及梯次利用時,主要為模塊組裝,除個別電池破損情況外,一般不直接接觸電解液,無廢電解液產生;廢電池再生利用時,經破碎焙燒,電解液中的有機溶劑等可燃易揮發物質被去除,鋰及其他耐熱物質進入后續生產工序。總體而言,電解液從產品運輸、企業使用再到廢舊鋰電池再生利用,整個生命周期的環境風險基本可控。
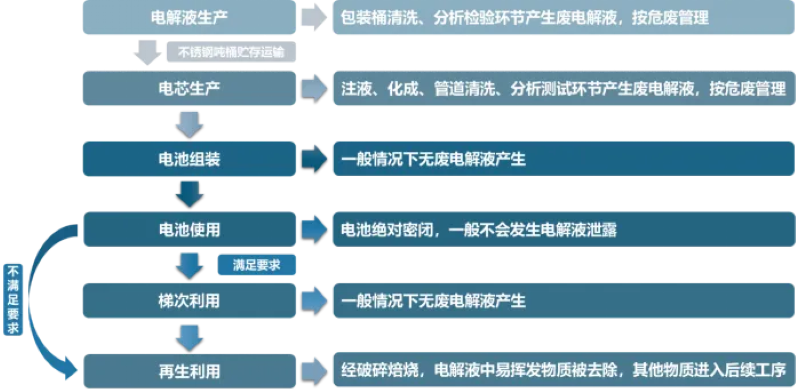
鋰電池全生命周期廢電解液產生及管理
那么,電解液環境風險問題主要表現在哪些方面?一是電解液、電芯生產企業以及廢舊鋰電池再生利用企業污染防治設施運行不正常,環境管理不到位,將會導致電解液污染物對環境造成一定影響。二是由于鋰電池回收有利可圖,一些小商販收購后存在隨意堆放,甚至在無污染防治措施的情況下粗暴拆解破碎提取有價物質,往往會造成有機溶劑、重金屬等嚴重污染環境。三是消費類鋰電池(如充電寶、智能音箱、小型家用電器等)雖屬于可回收物,但體積小、多為居民使用后淘汰報廢,回收率和回收利潤較低,目前尚無專人進行回收處置,往往被隨意丟棄,其中的電解液等有害物質存在泄露風險。
如此看來,加強涉電解液企業環境監管以及鋰電池回收管理是防止電解液污染環境的重中之重。下一步,省生態環境廳將編制印發《廢舊動力蓄電池環境管理指南》,明確廢舊動力蓄電池回收利用項目建設、運營、收集、貯存、運輸、梯次利用、再生利用及次生廢物處置等全過程環節的污染控制和環境管理要求,對廢舊動力蓄電池實行全過程規范化管理。同時,配合工信等部門進一步完善廢舊鋰電池回收體系,并通過開展聯合執法等方式,規范回收市場秩序,嚴厲打擊違法違規拆解利用行為,有效防范電解液泄露造成的環境污染。